Wet thermal oxidation of aluminium-containing III-V semiconductors is one of the most physically consequential and technically demanding processes in compound semiconductor manufacturing. First demonstrated for VCSEL confinement in the mid-1990s and continuously refined since, it converts a buried AlAs or high-Al-content AlGaAs layer into amorphous aluminium oxide (AlOx) through a controlled vapour-phase reaction. The resulting oxide aperture defines the electro-optical and thermal behaviour of every device built on it.
This page provides a complete technical reference on the process: its underlying reaction mechanisms, the role and interdependencies of the three control parameters (temperature, water flow and chamber pressure), the influence of epitaxial structure on oxidation kinetics, and the physics of long-term oxide reliability. It serves as the scientific foundation for ALOXTEC’s full technology portfolio. Each section connects to a dedicated page where the corresponding process dimension is explored in greater depth.
Wet thermal oxidation proceeds through the reaction of water vapour (H₂O) with an aluminium-containing III-V layer at elevated temperature. The target layer is typically either a pure AlAs layer or a high-Al-content AlGaAs alloy. The reaction converts the crystalline AlAs or AlGaAs into an amorphous aluminium oxide (AlOx), releasing arsenic-containing gaseous by-products, of which the most consequential is arsine (AsH₃). These by-products must be evacuated efficiently from the chamber. The consequences of incomplete evacuation are addressed in detail in the reliability section below.
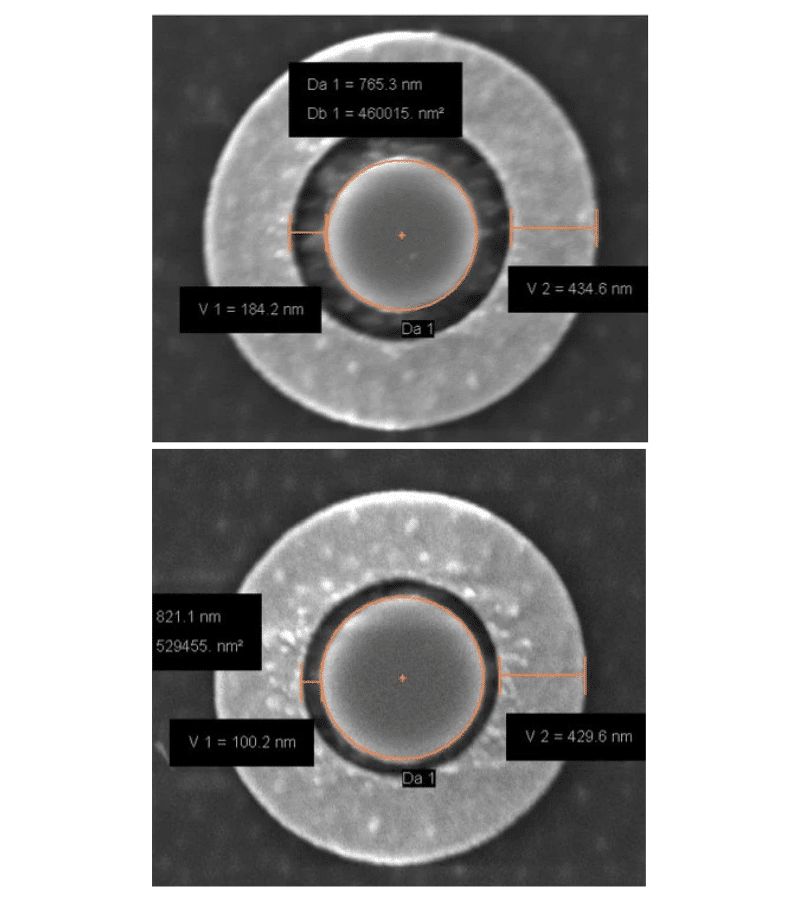
The reaction initiates at the exposed sidewalls of the mesa structure, where the buried AlAs or AlGaAs layer intersects the etched surface. It then propagates laterally, inward and parallel to the wafer plane, advancing at a rate that depends on temperature, water vapour activity, Al content and the geometry of the epitaxial stack. This lateral advance creates the oxide aperture: the unoxidized AlGaAs region that remains at the centre of the mesa after the process is stopped. The geometry of this aperture, its diameter, shape, circularity and depth, determines the electro-optical characteristics of the device.
The oxide formed is not a crystalline alumina but a structurally amorphous, partially hydroxylated AlOx phase. Its refractive index (n ≈ 1.6), density, stoichiometry and dielectric properties depend on the process conditions under which it forms, particularly on temperature and water vapour activity. These process-dependent material properties have direct consequences for device performance and long-term reliability.
The oxidation rate of AlₓGa₁₋ₓAs is an extremely strong function of the aluminium mole fraction x. Layers with x approaching 1.0 (pure AlAs) oxidise orders of magnitude faster than layers with x below 0.9 at equivalent temperature and water vapour conditions. This sensitivity is simultaneously an asset and a constraint for process engineering.
It is an asset because it enables selectivity. In a multilayer epitaxial stack, a single high-Al-content layer can be oxidised to completion while adjacent lower-Al-content layers remain essentially unaffected. This selectivity is the physical basis for creating precisely confined aperture structures in VCSELs, edge-emitting lasers and photonic waveguides without oxidising the surrounding active regions.
It is a constraint because lateral variations in Al content within the target layer, however small, translate directly into variations in local oxidation rate. A compositional gradient across a 6-inch or 8-inch wafer produces a corresponding gradient in oxidation depth, contributing to aperture non-uniformity at the wafer level. This mechanism is one of the root causes of yield loss in VCSEL production, and understanding it quantitatively is a prerequisite for designing an effective process control strategy.
The kinetics of wet thermal oxidation in III-V materials follow a time dependence that, in its general form, resembles the linear-parabolic model developed for silicon thermal oxidation. The linear rate coefficient governs the early, reaction-limited stage of oxidation, where the rate is determined primarily by surface reaction kinetics at the semiconductor-oxide interface. The parabolic rate coefficient governs the later, diffusion-limited stage, where the rate is controlled by the transport of water vapour and reaction by-products through the forming oxide layer. Both coefficients are strong functions of temperature, Al content and chamber pressure, which is why the three-dimensional T/H/P parameter space must be navigated with precision.
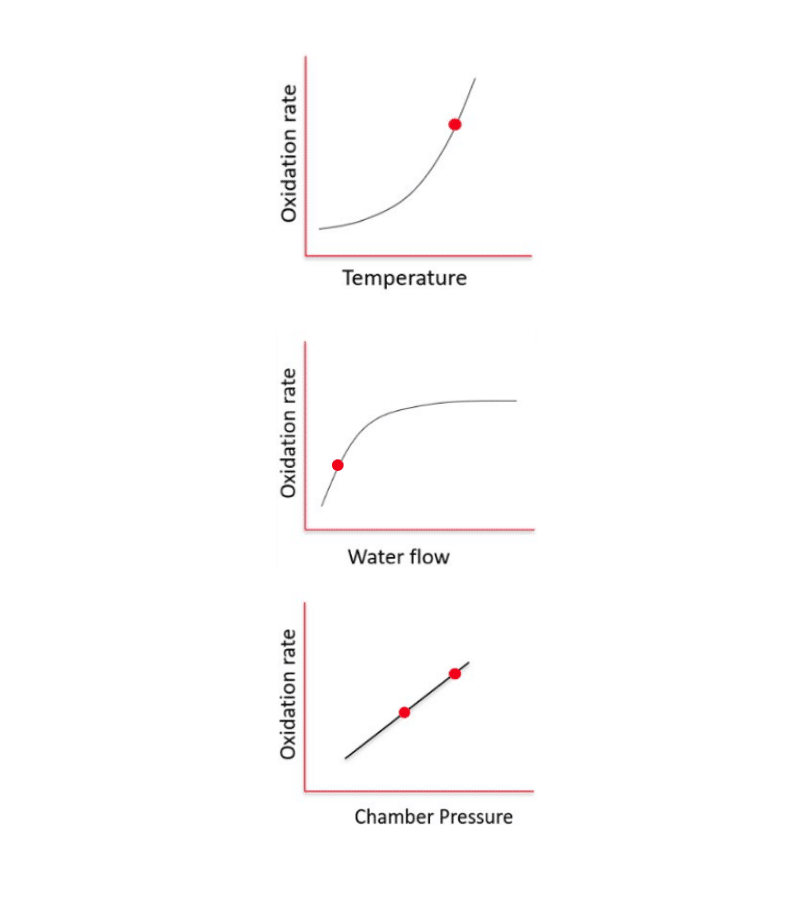
Wet thermal oxidation is controlled through three independent process variables: temperature (T), water vapour flow rate (H) and chamber pressure (P). Each parameter influences the oxidation in multiple, interconnected ways. The table below summarises their primary roles, key engineering insights and the process window available on the ALOXTEC portfolio. Optimising simultaneously for yield, uniformity and reliability requires understanding not just the individual effect of each parameter, but the interactions between them.
| Parameter | Role in the process | Key insight | ALOXTEC process window |
|---|---|---|---|
| Temperature (T) | Primary kinetic driver. Controls the rate of the AlGaAs-to-AlOx conversion reaction. Higher T accelerates oxidation but amplifies sensitivity to local Al content variations. | At elevated temperatures, even small compositional gradients in the EPI layer translate into measurable aperture non-uniformity. | 350°C to 600°C |
| Water vapour flow (H) | Controls oxide morphology, stoichiometry and long-term reliability. Water-limited conditions produce denser, lower-stress oxide layers with superior resistance to delamination. | The selection of water flow is a reliability engineering decision, not simply a rate-control decision. | 0.6 to 30 g/h |
| Chamber pressure (P) | The most directly reliability-linked parameter. Low-pressure conditions enable efficient evacuation of arsine generated at the reaction front, preventing interfacial void formation. | Arsine entrapment at high pressure is the primary physical mechanism behind long-term oxide delamination in VCSELs and EELs. | Few mbar to 800 mbar |

Temperature is the dominant driver of oxidation kinetics. Its effect on lateral oxidation rate is exponential: a 20°C increase can approximately double the rate for a given epitaxial structure, depending on Al content. This sensitivity makes both the absolute value and the spatial uniformity of temperature across the wafer surface a primary engineering requirement.
At higher temperatures, oxidation is faster but also more sensitive to local Al content variations. The oxidation front responds more sharply to any compositional gradient in the EPI layer, amplifying it into a larger aperture gradient at the wafer level. At lower temperatures, the process is slower, but the response to EPI composition variations is somewhat attenuated, providing a wider effective process window for tolerating EPI non-uniformity. The choice of operating temperature is therefore a multi-variable trade-off between throughput, sensitivity to incoming EPI variability and the width of the usable process window.
Temperature also influences the material properties of the forming AlOx phase. Oxide layers formed at different temperatures differ in their degree of hydroxylation, stoichiometric completeness and structural density, with measurable consequences for refractive index, dielectric constant and long-term mechanical stability under thermal cycling.
Water vapour, delivered at controlled flow rates across the full ALOXTEC process window, governs both the rate of the surface reaction and the microstructural quality of the resulting oxide. Its role is frequently reduced to a rate-control variable, but this framing misses its primary engineering significance, which lies in its direct influence on oxide reliability.
Under high water vapour activity conditions, oxidation proceeds rapidly. The oxide layer formed in this regime tends to exhibit higher porosity, incomplete stoichiometry and greater volumetric expansion stress at the AlGaAs/AlOx interface. Under water-limited oxidation conditions, a deliberately sub-stoichiometric water vapour activity relative to the instantaneous reaction demand, the oxide forms more slowly. It develops a denser microstructure, more complete stoichiometry and significantly lower residual interfacial stress. This translates directly into superior resistance to delamination under thermal and electrical cycling in service.
The spatial distribution of water vapour across the wafer surface is a second, equally important dimension of this parameter. Any gradient in local water vapour concentration within the chamber produces a corresponding gradient in local oxidation rate, which compounds with temperature non-uniformity to generate the die-to-die aperture spread that reduces yield. Achieving homogeneous water vapour distribution at wafer scale is one of the key engineering challenges addressed by ALOXTEC’s UniformPerf© technology.

Chamber pressure is the most technically distinctive aspect of the ALOXTEC process architecture. It is also the parameter most directly linked to long-term oxide reliability, and the one that most clearly differentiates the ALOXTEC approach from conventional wet oxidation furnaces.
At the reaction front, the conversion of AlAs or AlGaAs to AlOx releases arsine (AsH₃) as a gaseous by-product. At elevated chamber pressures, as used in most conventional furnaces, arsine cannot diffuse efficiently away from the forming oxide layer. It accumulates within the AlOx matrix in the form of microscopic voids and inclusions at the AlGaAs/AlOx interface. These defects are invisible to post-process optical or electrical inspection, but they act as mechanical initiation sites for interfacial delamination under the repeated stress of thermal cycling. This is the dominant field failure mode in VCSELs and high-power EELs, and the primary root cause of failures encountered in AEC-Q102 automotive reliability qualification programmes.
Low-pressure operation, a defining characteristic of the ALOXTEC process window, allows arsine generated at the reaction front to degas efficiently from the forming oxide before it becomes trapped within the AlOx matrix. The resulting oxide is structurally denser, more homogeneous and significantly more resistant to interfacial delamination under accelerated and long-term reliability testing.
Chamber pressure also influences aperture geometry. Different combinations of T, H and P produce apertures with differing circularity, lateral taper and depth-to-width ratio. The ability to navigate this full three-dimensional parameter space with closed-loop precision is what enables ALOXTEC process engineers to optimise aperture geometry for specific device architectures, without trading reliability against uniformity or yield.
The oxidation behaviour of any given epitaxial layer is not determined by its Al content alone. Three structural variables interact to define how the oxidation proceeds: the aluminium mole fraction of the target layer, its thickness, and the architecture of the surrounding epitaxial stack.
| Epitaxial variable | Influence on oxidation behaviour | Process consequence |
|---|---|---|
| Al mole fraction (x in AlxGa1-xAs) | Exponential dependence: layers with x approaching 1.0 oxidise orders of magnitude faster than layers with x < 0.9 at equivalent T/H/P conditions. | Enables selective oxidation of a single high-Al layer within a multi-layer stack. Any lateral gradient in Al content translates directly into aperture non-uniformity. |
| Target layer thickness | Thinner layers transition more rapidly from the reaction-limited to the diffusion-limited kinetic regime, altering the time-dependence of lateral advance. | Recipe optimisation must account for layer thickness alongside Al content and T/H/P parameters. |
| Surrounding stack architecture | Adjacent layers modulate local boundary conditions for gas transport, stress distribution and thermal properties at the reaction front. | Complex multi-layer stacks (DBRs, QW stacks) require validated process recipes that account for the full EPI environment, not just the target AlGaAs layer. |
In practice, advanced VCSEL and photonic device structures routinely involve epitaxial stacks of considerable complexity: distributed Bragg reflectors (DBRs) with many alternating layers, multiple quantum well active regions, and, in silicon photonics integration flows, heterogeneous III-V-on-silicon structures with novel boundary conditions. ALOXTEC’s 15 years of process development across more than 60 installed equipment have produced a validated process recipe library that covers the full range of AlGaAs epitaxial structures encountered in VCSEL, EEL and photonic device manufacturing, including the most demanding multi-layer architectures used in high-performance applications.

The long-term mechanical stability of the AlGaAs/AlOx interface under thermal and electrical cycling is determined by two physically distinct stress contributions, both of which originate during the oxidation step itself. Understanding their separate physical origins is essential for designing a process that minimises both simultaneously.
The first mechanism is arsine entrapment, described above. Arsine gas trapped within the forming AlOx matrix creates microscopic interfacial voids that serve as delamination initiation sites under thermal stress. These defects are formed during oxidation and cannot be remediated by any post-process step.
The second mechanism is volumetric expansion stress. The conversion of AlGaAs to AlOx involves a density change at the reaction front, producing a volumetric expansion that induces compressive stress at the AlGaAs/AlOx interface. The magnitude of this stress depends on the water vapour activity during oxidation. High water vapour activity, corresponding to high oxidation rates, produces a less dense, more expanded oxide with higher residual compressive stress at the interface. Water-limited oxidation conditions produce a denser oxide with lower residual expansion and lower interfacial stress. These two mechanisms are additive: a process combining high pressure with high water activity, as in many conventional furnaces, maximises both contributions simultaneously.

The ALOXTEC process architecture addresses both stress mechanisms simultaneously through three integrated design choices, each of which is unique to the ALOXTEC portfolio in its implementation.
ALOXTEC’s engagement with the Silicon Photonics ecosystem is grounded in the same scientific partnerships that underpin the broader ALOXTEC equipment capability. The LAAS-CNRS, UC Berkeley Marvell NanoLab, and Cardiff University collaborations all include work on III-V/Si integration topics, including the fabrication and characterisation of AlOx-clad waveguide structures for coupling to silicon photonics passive circuits, the reliability of AlGaAs/AlOx interfaces under the thermal cycling conditions representative of co-packaged optics environments, and the development of oxidation process recipes for complex multi-layer III-V/Si integration stacks.

The wet thermal oxidation process is a key enabler of III-V photonic device fabrication. It combines chemical transformation, material engineering and process control to define the oxide regions that govern device behaviour. The following questions address the fundamental mechanisms and process parameters required to understand and control this transformation.
 Save as PDF
Save as PDF